A trim clip that fails in winter, a housing that warps after paint, a dashboard component that squeaks during vehicle testing – in automotive plastic parts manufacturing, small defects become expensive problems fast. For OEMs, Tier suppliers, and product teams, the real challenge is not simply making a plastic part. It is making the same part repeatedly, at production speed, with dimensional stability, surface consistency, and traceable quality.
That is why the best manufacturing results usually come from process control, not isolated machine capacity. Automotive programs place pressure on every stage of production, from design review and mold construction to molding conditions, finishing, inspection, packaging, and delivery. If one link in that chain is weak, cost rises and timelines slip.
What automotive plastic parts manufacturing really demands
Automotive components sit in one of the most demanding production environments in manufacturing. Parts may need to handle heat cycles, UV exposure, vibration, impact, chemical contact, and cosmetic scrutiny at the same time. A part that looks simple on a drawing can still require complex engineering decisions once material flow, wall thickness, tolerances, and assembly fit are considered.
This is where many projects separate into two outcomes. In one, the supplier treats the job as a single molding task. In the other, the manufacturer works through the full production system – tooling, material behavior, moldability, inspection methods, and downstream operations. The second approach tends to prevent more problems because it addresses the causes, not only the symptoms.
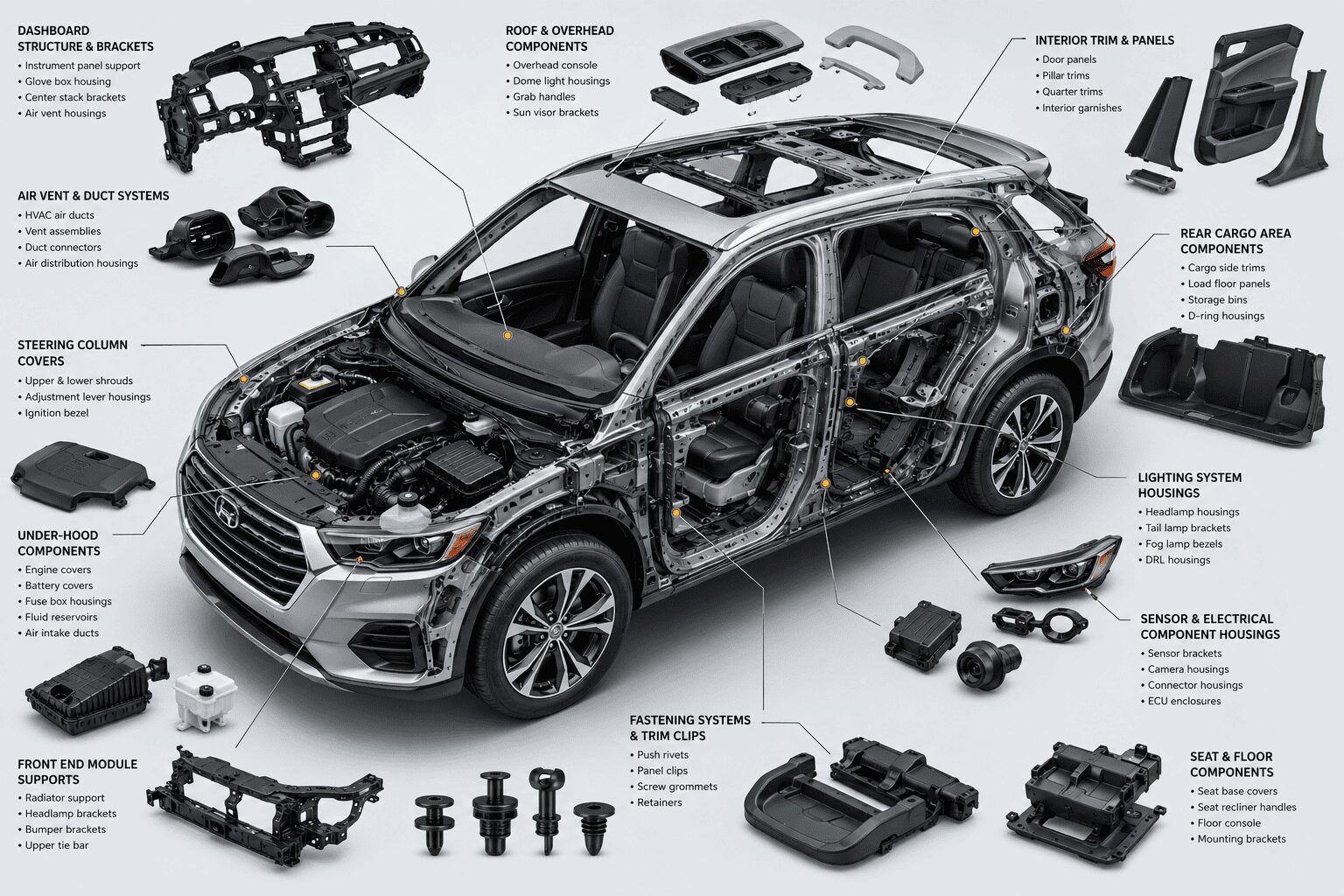
For automotive parts, consistency matters as much as part geometry. A door trim bracket, air duct, sensor housing, under-hood cover, or interior fastening component may all have different resin requirements and cosmetic standards, but they share one production reality: repeatability is non-negotiable.
Material selection shapes performance and cost
In automotive plastic parts manufacturing, material choice affects far more than strength. It influences shrinkage, cycle time, weight, finish quality, dimensional movement, and long-term durability. Engineers often balance several targets at once, including impact resistance, temperature performance, chemical resistance, and cost per part.
Polypropylene remains common for many interior and non-structural applications because it offers a useful balance of cost and processability. ABS and PC-ABS blends are often selected where appearance and toughness matter. Nylon compounds can be suitable for more demanding mechanical environments, especially where heat resistance is needed. Filled materials, including glass fiber reinforced grades, can improve stiffness but also change flow behavior, tool wear, and surface appearance.
There is no universal best resin. The right choice depends on the part function, environment, annual volume, and downstream requirements such as painting, welding, or assembly. A lower material price does not always produce a lower total cost if the part becomes harder to mold or generates higher rejection rates.
Tooling is where production success is decided early
A large share of automotive molding risk is set before the first production shot. Tool design determines how resin fills the cavity, how air escapes, how the part cools, and how consistently it ejects. Weak tooling decisions can lead to sink marks, warpage, flash, short shots, and unstable dimensions.
Good mold design is not only about making a cavity that matches a CAD file. It requires attention to gate location, runner balance, cooling layout, venting, steel selection, expected maintenance, and realistic production output. If the part has cosmetic surfaces, clips, thin walls, or complex geometry, the mold must support those features without creating processing instability.
For automotive programs, in-house tooling control offers a practical advantage. Mold adjustments, repairs, and optimization can happen faster when design, fabrication, and modification capability sit under the same roof. That shortens the feedback loop between trial results and engineering action. It also reduces the delays that come from managing multiple vendors when launch schedules are tight.
Process control matters more than nominal capacity
A molding machine with sufficient tonnage is only the starting point. Stable automotive production depends on how well the process is developed and maintained over time. Melt temperature, mold temperature, fill speed, packing pressure, cooling time, and material conditioning all influence final part quality.
When the process window is narrow, variation shows up quickly. Dimensions drift. Cosmetic defects increase. Assemblies become inconsistent. This is why disciplined process setup and validation are critical, especially for parts with fit requirements or visible surfaces.
Automotive manufacturers also need to think beyond first-pass approval. The question is not only whether a sample part meets print today. The more important question is whether the process can keep meeting requirements across repeat runs, material lots, operators, and production schedules. Long-term consistency is where experienced injection molding teams add measurable value.
Quality assurance in automotive plastic parts manufacturing
Quality in automotive molding cannot be inspected into the part after the fact. It has to be built into design review, tooling, process development, and production monitoring. Dimensional checks, visual standards, material verification, and in-process inspection all play a role, but they work best when tied to a controlled manufacturing system.
For business buyers, the practical issue is risk reduction. If a supplier lacks internal quality discipline, problems are usually discovered late – during assembly, customer testing, or field use. At that stage, corrective action becomes slower and more expensive.
A stronger quality approach combines in-house inspection capability with documented process control and a clear response path for deviations. That includes first article validation, production monitoring, and the ability to investigate root causes quickly when something moves out of specification. In automotive work, speed matters, but controlled speed matters more.
Secondary operations often determine final usability
Many automotive parts are not finished when they come out of the mold. They may require trimming, drilling, ultrasonic welding, pad printing, assembly, painting preparation, or custom packaging. These steps affect both appearance and function.
This is one reason buyers often prefer a manufacturing partner rather than a basic molding source. When secondary processing is handled separately by outside vendors, coordination becomes harder and lead times stretch. Quality ownership can also become unclear. If a part fails after assembly or finishing, each supplier may point elsewhere.
An integrated operation simplifies that problem. Engineering decisions can be made with the complete production sequence in mind, which reduces handoff risk and makes scheduling more predictable.
Speed matters, but only when it is backed by control
Automotive programs move quickly, especially when replacement parts, new launches, or sourcing transfers are involved. Buyers need suppliers who can move from concept to production without creating downstream instability. Fast execution is valuable, but rushed execution is costly.
The right production partner shortens timelines by controlling more of the work internally – design refinement, mold fabrication, molding, finishing, and quality assurance. That reduces communication gaps and gives engineering teams a direct path from issue identification to corrective action. Glasfil follows this model because it improves both speed and accountability.
There are trade-offs, of course. A highly engineered tooling solution may increase upfront cost while reducing long-term scrap and maintenance. A tighter cosmetic requirement may extend development time but protect brand quality in the finished vehicle. The best decision depends on program priorities, annual volume, and total lifecycle cost.
What buyers should look for in an automotive supplier
For procurement teams and product engineers, supplier evaluation should go beyond quoted piece price. The more useful questions are operational. Can the manufacturer support design feedback before tooling begins? Can they modify molds in-house if testing reveals a needed change? Do they have enough machine range and process discipline to support scaling? Can they manage finishing, packing, and shipment without adding unnecessary vendor layers?
These questions matter because automotive plastic parts manufacturing is rarely won by the lowest initial quote alone. It is won by repeatable output, fast problem resolution, and dependable delivery over time.
A supplier with integrated tooling, molding, secondary processing, and quality systems is usually better positioned to protect schedules and reduce total production friction. That becomes even more valuable when dealing with custom parts, replacement of discontinued components, or programs that require quick engineering response.
When automotive plastic components perform well, they disappear into the larger product. That is exactly the point. The manufacturing behind them should be precise enough that the vehicle team can focus on launch, assembly, and customer performance instead of revisiting avoidable part issues. If the supplier can deliver that level of control from tool design through finished shipment, the program starts on firmer ground.
Contact us today to discuss your project requirements or request a quotation. Let’s build a production process you can depend on.