A water meter installed in the field has no patience for weak material choices or loose process control. Water meter plastic components work under pressure, face long service cycles, and often operate in wet, chemically treated environments where dimensional drift or premature wear quickly turns into leakage, inaccuracy, or warranty claims. For OEMs and utility product manufacturers, the real challenge is not simply moulding a plastic part. It is producing a component that holds tolerance, performs consistently over time, and scales into repeat production without introducing risk.
That is why this category deserves more engineering attention than it sometimes gets. Housings, internal supports, caps, seals, interfaces, flow-guiding parts, and connector-related elements may look straightforward on a drawing, but their performance depends on the interaction between design, resin selection, tooling quality, and process stability. If one of those variables is off, the cost shows up later in assembly problems, field failures, or a meter that no longer reads as intended.
What water meter plastic components need to do
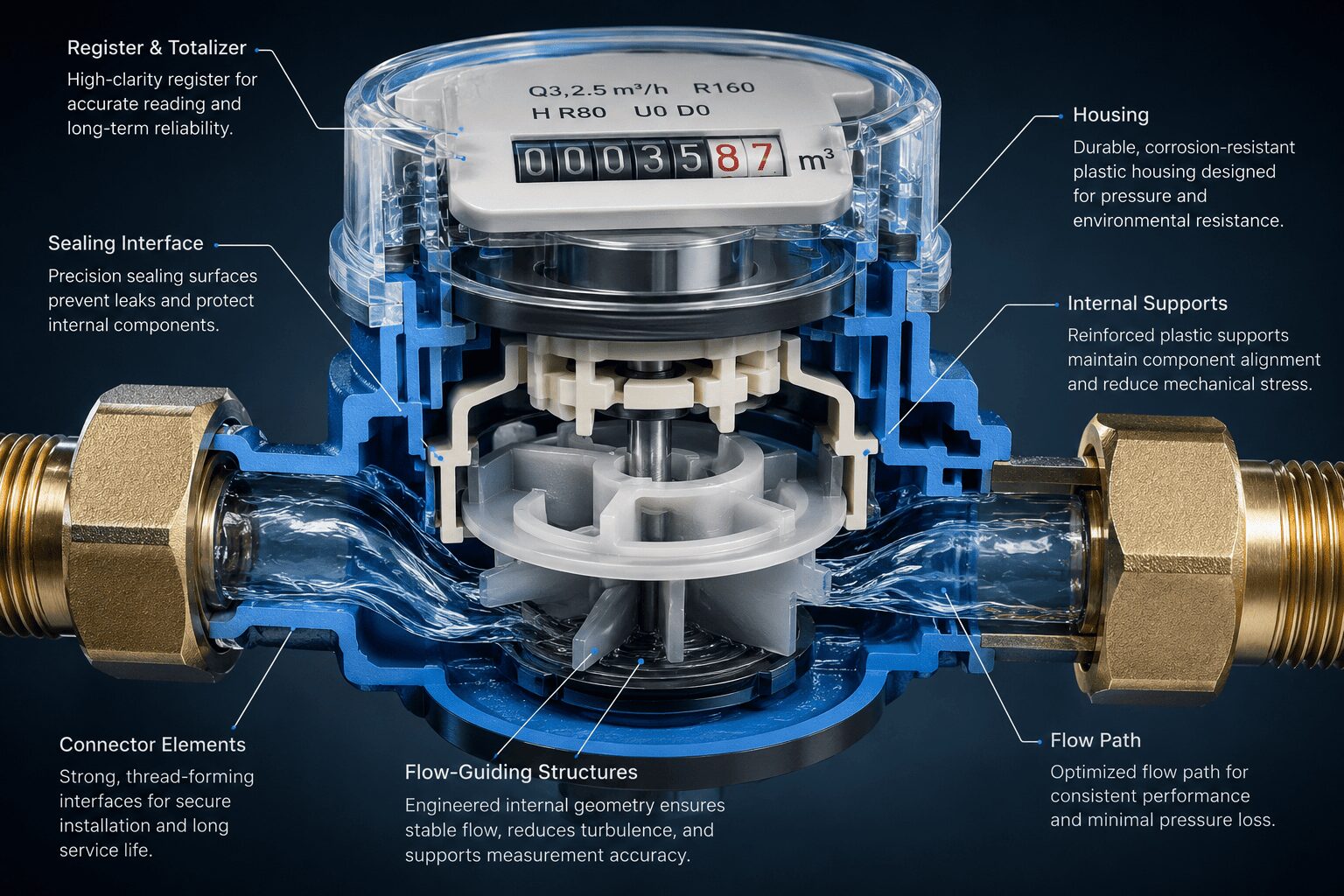
In utility applications, plastic parts are rarely cosmetic. They carry load, manage flow paths, maintain sealing geometry, protect internal mechanisms, and support reliable meter assembly. In many cases, they also need to withstand external impact, installation torque, temperature variation, and continuous contact with treated or untreated water.
That creates a demanding set of requirements. A part may need dimensional stability for an accurate fit, but it also needs enough toughness to survive handling and transport. It may require chemical resistance, but still has to mould efficiently in high volumes. It may need a smooth surface on one sealing feature and a reinforced structure elsewhere. These are the trade-offs that separate a workable design from a production-ready one.
For procurement teams, this means unit price cannot be the only benchmark. A low-cost moulded part that causes assembly rejects or shortens field life is not economical. For engineers, it means part geometry should be evaluated in the context of actual manufacturing behaviour, not only CAD intent.
Material selection for water meter plastic components
Material choice usually decides the success of the project earlier than many teams expect. Different water meter plastic components demand different priorities, and there is no single resin that solves every requirement equally well.
Polypropylene is often attractive when chemical resistance and cost matter, but it may not deliver the stiffness needed for more demanding structural features. Nylon can provide good strength and durability, yet moisture absorption has to be accounted for because it can affect dimensions and performance. Acetal is valued for low friction and dimensional precision, especially in moving or mating parts, though the application environment and compliance requirements still need careful review. Glass-filled materials can improve rigidity, but they also change flow behaviour, tooling wear, and surface finish.
This is where engineering judgment matters. A resin that performs well in laboratory data sheets may still create issues if the gate design, wall thickness, or cooling strategy are not aligned with that material’s behaviour. Material selection should be tied directly to function, expected environment, assembly method, and production volume.
Why part design fail before moulding starts
Many issues blamed on moulding are actually design problems. Tight corners, abrupt wall transitions, poorly supported threads, insufficient draft, and thick sections that shrink unevenly can all reduce yield before the tool has a fair chance to perform.
In water meter assemblies, fit is not optional. Misalignment can affect sealing surfaces, sensor positioning, and the interface between multiple internal parts. Even small geometric variation can create stack-up problems across the full assembly. That is why design-for-manufacturing review is especially valuable at the front end.
A good review looks beyond whether a part can be moulded. It asks whether it can be moulded repeatedly with stable dimensions, short cycle times, and acceptable scrap rates. It also asks whether the tool can be maintained easily and whether future modifications are realistic if the product evolves. These questions are practical, not theoretical, and they often determine whether the launch stays on schedule.
Tooling quality sets the production ceiling
For precision utility components, tooling quality defines what the process can realistically achieve. If the mould is weak, unstable, or difficult to maintain, production will spend its life compensating for limitations that should have been designed out from the start.
This matters even more when parts include sealing areas, fine details, mating surfaces, or critical bores. Tool steel selection, cavity construction, venting, cooling layout, and ejection strategy all affect final part quality. A mould built only to make an initial sample is very different from a mould built for long-term repeatability.
In practice, buyers benefit when mould design, mould fabrication, and moulding are tightly connected. It shortens feedback loops and reduces the friction that often appears when one supplier blames the tool, and another blames the process. For companies developing custom water meter parts, in-house control across these stages reduces both technical and commercial risk.
Process control is what makes repeatability real
A good first-off sample is not enough. The real test is whether the same part can be produced consistently across shifts, batches, and future production runs. Water meter plastic components often need stable dimensions over time, which means process variation has to be tightly managed.
Melt temperature, mould temperature, injection speed, hold pressure, cooling time, and drying conditions all influence part quality. So do machine capability and shot consistency. If the process window is narrow, the manufacturer needs the discipline to monitor it closely and respond before defects spread through production.
This is where an integrated manufacturer has a clear advantage. When tooling, moulding, secondary operations, and quality checks are managed in one operation, corrective action is faster and more accurate. Glasfil’s model is built around that level of control, which is especially useful for technical moulded parts that cannot tolerate inconsistent output.
Quality assurance for water meter plastic components
Utility-related parts should not be inspected as if they were general-purpose plastic pieces. The inspection plan needs to reflect the actual risk points of the application.
Critical dimensions should be tied to function, not measured simply because they exist on the drawing. Sealing interfaces, thread accuracy, warpage-sensitive surfaces, and assembly-critical features deserve focused attention. Depending on the component, testing may also include pressure-related validation, fit checks with mating parts, visual standards, and material verification.
There is also a practical issue many teams overlook: quality has to support production speed, not fight against it. Overinspection can slow output without improving results, while weak inspection allows variation to pass downstream. The right system is structured, repeatable, and connected to the process, so quality data can drive corrective action instead of becoming a report no one uses.
Common production challenges and how to reduce them
Most recurring problems in this category are predictable. Warpage appears when geometry and cooling are not balanced. Flash develops when tooling fit, clamping, or process settings drift. Sink marks come from thick sections or poor packing. Cracks can point to material mismatch, stress concentration, or process-induced brittleness. Assembly failures often trace back to tolerance stack-up that looked acceptable on paper but failed in volume production.
The solution is rarely a single adjustment. It usually requires coordinated action across design, tooling, material, and process. That is why companies developing custom meter components often benefit from working with a manufacturing partner early, before the design is frozen and expensive changes become unavoidable.
Choosing a manufacturing partner for custom components
If your project includes custom water meter plastic components, supplier selection should go beyond mould price and quoted piece cost. You need to know who controls tool modifications, who manages mould maintenance, how quickly engineering changes can be implemented, and whether the supplier has the machine range and quality systems to support scale.
Capacity matters, but so does technical ownership. A supplier with in-house mould design, fabrication, moulding, finishing, and quality assurance can usually move faster and solve problems with fewer delays. That becomes especially important when timelines are tight, validation is demanding, or the component must move from development to serial production without changing vendors.
For product developers and OEMs, the strongest manufacturing relationships are built on responsiveness and technical clarity. You want direct answers on feasibility, risk, tolerances, lead time, and expected production behaviour. You also want a team that understands that a moulded part is not finished when it comes out of the press. Packaging, traceability, secondary operations, and shipping performance all affect the final result.
Water meter components are small parts inside a larger system, but they carry outsized responsibility. When the design is engineered for manufacturability, the tooling is built for repeat production, and the process is controlled with discipline, those parts become reliable assets instead of recurring problems. That is the standard worth building to from the start.
Ready to move from design to dependable production? Work with a partner that combines tooling control, process engineering, and manufacturing under one roof.
Contact us today to request a quote or schedule a discussion with our technical team.


